
在吸塑(sù)包裝(zhuāng)塑料零(líng)件的製造過程中,應(yīng)進行吸塑包裝塑料成型,並根據需要加工成各種吸塑(sù)包裝塑料半成品(pǐn)或零件。注(zhù)塑成型是吸塑包裝塑(sù)料零件的主要成型方法(fǎ)之一。注塑成型隻能通過注塑(sù)成型機和注塑模具等成型設備來完成。注塑成型原理和(hé)工藝流程、注塑模具結構和原(yuán)理等理論內容在其他相關資料中有詳細描述,在此不再贅述。本章(zhāng)主要介紹吸(xī)塑包裝塑料製品生產過程中經常涉及的實際內容和問題。
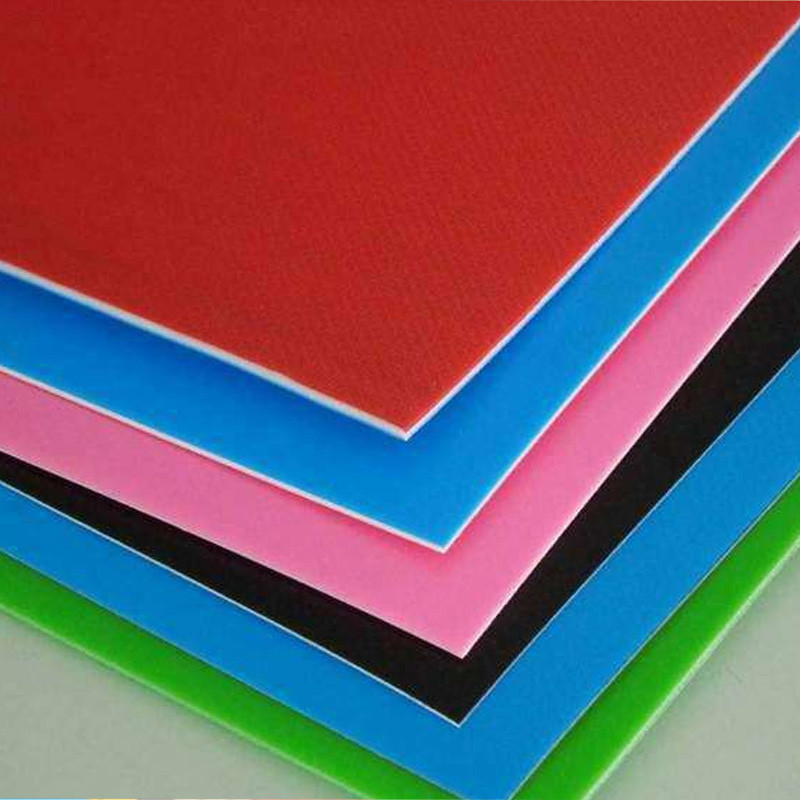
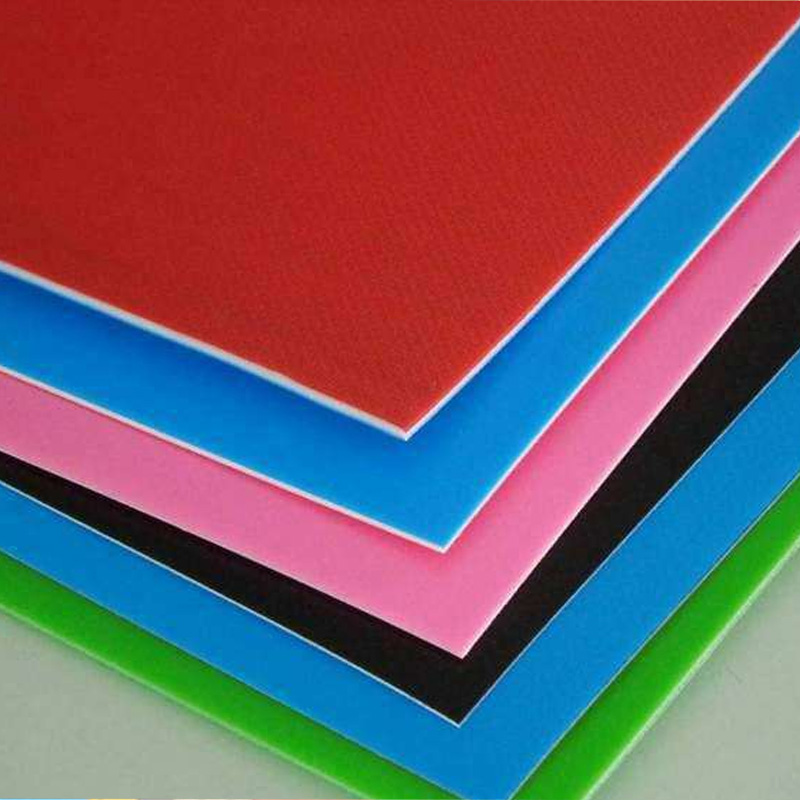
吸塑(sù)包(bāo)裝塑料製品概述:

在(zài)吸塑包裝塑料製品的(de)製造過程中,吸塑包裝塑料零件的成型是zuizhongyao的內容(róng)之一。吸塑包裝(zhuāng)塑料成型是將各種(zhǒng)形式的吸塑包裝塑料(粉末、顆粒、熔(róng)體和分散體)製成所需形狀的產品或坯料的過(guò)程。吸塑包裝塑料(liào)零件成型主要基於三種(zhǒng)成型(xíng)工藝:注(zhù)塑成型、擠出成型和壓延成型,注塑成型是吸塑包裝塑(sù)料製品製造中(zhōng)zui常見的工藝。
所謂注塑(sù)成(chéng)型是指將加熱熔化的材料注塑到模具中,冷卻並固化以獲得成(chéng)型特(tè)征的方法(fǎ)。具(jù)體(tǐ)過程如下:將顆粒狀或粉(fěn)狀(zhuàng)吸塑包裝塑料從注塑機的料鬥送入加(jiā)熱料筒,料筒加熱塑化成熔融狀態;吸塑包裝塑料被螺(luó)杆擠壓,並通過(guò)料筒末端的噴嘴注塑到低(dī)溫封閉的模腔中,冷卻並硬化以保持模腔給出的形狀;開模取出膠體後完成一個工作循環。
注塑成型是吸塑包裝塑料成型加(jiā)工中常(cháng)用的方法,適用於所有熱塑性吸塑包裝塑料(熱塑性吸(xī)塑包裝塑料:一種可在特(tè)定溫度範圍內反複加熱、熔化、冷卻和硬化的吸塑包裝塑料,如(rú)ABS、PP、聚(jù)乙烯、聚碳酸酯(zhǐ)、聚酰胺、聚甲醛)和一些熱固性(xìng)吸(xī)塑(sù)包裝塑料,吸塑(sù)包裝塑料製(zhì)品的大部分是通過注(zhù)塑成型(xíng)製造(zào)的。注塑成型的成型周期短(幾秒鍾到幾分鍾),成型產品的質量可以在幾克到幾十公斤的範圍(wéi)內,這可以一次形成具有複雜形狀和jingque尺寸以及金屬或非(fēi)金屬插入物的成型產品。因此,該方法適應性強(qiáng),生產效率高(gāo)。
注(zhù)塑(sù)成型,又稱注塑成型,是一種注塑成(chéng)型的成(chéng)型方法。本發明具有生產速度快、效率高(gāo)、操作(zuò)自動化、顏(yán)色多樣(yàng)、形狀由簡單到複雜、尺寸由大到小、產品尺寸準確、產品更換容易、形狀複雜的優點。注塑成型適用於大規模生產、複(fù)雜形狀等成型(xíng)加工領域。缺(quē)點是(shì)模具成本高且難以清洗,因此不適(shì)合用這種方法成型小批量(liàng)產品。用這種方法成型的產品(pǐn)包括:電視機外殼、晶體管收音機外殼、電器連接器、旋鈕、線圈(quān)架、齒輪(lún)、汽車燈罩、茶杯、飯碗、肥皂盒、浴缸、涼鞋等。

一個完整的注塑生產(chǎn)過程還應該包括(kuò)一(yī)些輔助過程,如圖2-1所示。注塑(sù)成型過程可分為以下步驟。
diyi步是(shì)準(zhǔn)備吸塑包裝塑料材料。將(jiāng)從外部購(gòu)買的全新吸塑包裝塑(sù)料原料(liào)和回收的二次材料用攪拌機按(àn)照適當的比例充分(fèn)混(hún)合,製(zhì)成生產(chǎn)用吸塑包裝塑料原料。
其次(cì),配料是彩色的。如果根據吸塑(sù)包裝塑料製(zhì)品的設計(jì)要求,注塑成型的零件需要整(zhěng)體著色,可以在注塑成型前,在吸塑包裝塑料(liào)原料中加入相應的著色劑,並充分混合均勻,製成吸塑包裝塑料
在注塑成型過程中實現著色,以(yǐ)獲得著色的注(zhù)塑成型部件。
第三,烘幹烘幹材料。根據注塑成型工藝的要求,吸塑包裝塑料原料應充分幹燥且無水分,因此在注塑成型前應使用幹燥器對(duì)原料進行幹燥。
第四步是注塑成型。吸塑(sù)包裝塑料原料預處理後,在(zài)注塑機中用注塑模具加工生產。成型前,應對模具進行測試,以檢查模具質量並調整適當的工(gōng)藝參數(shù)。
第五步,去水口注塑成型過程(chéng)完成(chéng)後,注塑成型零件上(shàng)的(de)水口材(cái)料應移除。在拆卸水口,的過程中,應特(tè)別注(zhù)意不要損壞(huài)注塑零件。

第六(liù)步,檢驗和包裝。拆除水(shuǐ)口,後,bixu檢查注塑件、包裝和盒半成(chéng)品的質(zhì)量是否合格,並準備(bèi)轉入下一道工序;收集和回收不合格產品。
第(dì)七,回(huí)收(shōu)廢料。成(chéng)型過程中產生的水口材料和不合格產品不應隨意丟棄,而應回收利用。經粉碎機粉碎後,可與新材料按一定比例(lì)混合(hé),用於後續生產。
實際注塑過(guò)程可以采用半自動和全自動生產形式,而(ér)手動形式僅在調試機(jī)器時使用。
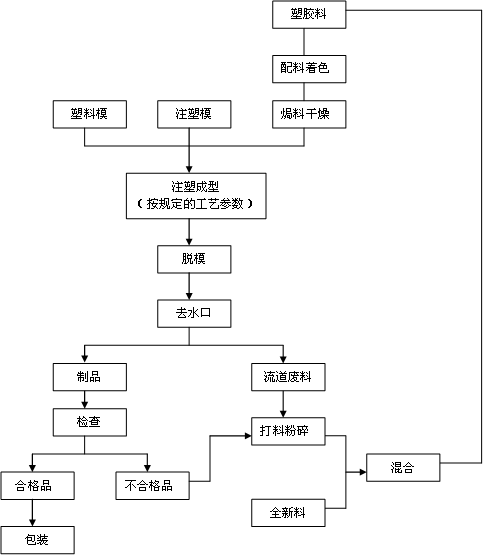
圖2-1注塑(sù)生產流程圖
吸塑包裝塑料製品企業要獲得youxiu的(de)注塑產品,有五個主要的先決條件:
擁有(yǒu)性能可(kě)靠的注塑(sù)機;
輔助設備(烘幹機、冷凍水(shuǐ)機、破(pò)碎機、攪拌(bàn)機等))滿足使用要求;
選擇合適(shì)的吸塑包(bāo)裝(zhuāng)塑料;
youxiu的注塑模(mó)具;
高素質的(de)調整技(jì)術人員。
注塑機是注塑過程中的核心(xīn)設備,生產輔助設備主要指幹燥機、冷凍水機、破碎機和混合機等。幹燥器用於(yú)幹燥吸塑包裝塑料原料(由於大多數吸塑(sù)包裝塑料聚(jù)合物含有親水jiyin,它們容易吸水,導致銀絲、氣泡和水線等缺陷);冷凍(dòng)水機通過控製冷卻水溫度(一般在10左右(yòu))來控製(zhì)模(mó)具(jù)的工作溫度;破(pò)碎機將分離(lí)出的流槽或(huò)廢棄吸塑包裝塑料破(pò)碎(suì)成水口材料,在生產中重複使用(注意不同種類材料的分離,不要混合,保持環境清潔,防止汙染);混合器(qì)將通過機械攪拌將稱量的吸塑包裝塑料原料、水口材料(如果需要)和調色劑/著色劑混合,以使模製的吸塑包裝塑料部件(jiàn)著(zhe)色並具有相同的強(qiáng)度(dù)。不同的吸塑包(bāo)裝(zhuāng)塑料有不同的(de)主要性能和注塑成型工藝(yì)特點,所以要根據吸塑包裝塑(sù)料產品的不同性能和成本選擇相應(yīng)的原材料。吸塑包裝塑料模具是用於在注塑成型生產中賦予(yǔ)吸塑包裝塑料形狀的部件的(de)組(zǔ)合。吸(xī)塑包裝塑料模具的結構在形式和尺寸上有(yǒu)很大的不同,這取決於吸(xī)塑包裝塑料的性質、製造形狀、結構和不同的注塑成型機。但其基本結構大致相同,即主要由澆注(zhù)係統、成型部件和結構部件組成,其(qí)中澆注係統和成型部件與吸塑(sù)包裝(zhuāng)塑料(liào)直接接觸,並隨吸(xī)塑包裝塑料製品而變(biàn)化。它是(shì)模具中zuizhongyao、zui複雜、變化zuida的部分。高素質的調整機技術人員可以保證良好的注(zhù)塑工作條件和參數。


服務熱線:
0510-86528222

聯係電話:
13621532228
公司地址:
江陰市(shì)霞客鎮馬鎮北環路10號
江陰市碩(shuò)信包裝科技有限公司版權所有 ALL RIGHT RESERVED 技術支持:無錫首宸 蘇ICP備19024695號-1 網站地(dì)圖
LINKS: 防爆燈(dēng)具(jù)



 首頁
首頁